
多少层才足够?多层拉伸膜的功能比拟
已有人阅读此文 - -自打引进托盘收缩膜包裝这一商品,高性能膜的叠加层数一直在平稳升高。但要产生一个平稳的承载模块,究竟必须是多少层的薄膜?Polifilm Extrusion企业向自身明确提出了这个问题,而且较为了11、13、55层膜的性能。

聚烯烃收缩膜针对全世界貿易中货品的三级包裝尤为重要。仅有当包裝好的产品被一起放置某一模块上――一般以欧式古典托盘的方式出現――才可以考虑平稳安全性承载模块的必须。收缩膜的关键每日任务之一是将承载模块牢固地捆缚在一起,便于让承载货品承受住运送和存储全过程的磨练而不被毁坏。薄膜的机械设备特点针对保证承载模块的坚固尤为重要,可是,收缩膜除开必须具备高维持力外,也要有融合工作能力,便于货品捆缚在一起时,各固层的融合充足坚固。
收缩膜的每日任务是把货品做为一个承载模块组成在一起,使包裝的货品和托盘中间产生一个平稳的联接,并避免货品从托盘上拖动、挪动、散掉,并维护他们不会受到湿冷的危害。
承载模块种类和收缩膜包装方式
应用收缩膜时,应留意托盘的种类和必须开展收拢包裝的物件。这必须事先了解承载模块的样子(图1):是竖直的,或是与托盘齐平(A类)、物件左右是不是有突显(B类)、或是必须包裝的物件在托盘上看起来样子不规律(C类)。净重和样子的可靠性对承载模块危害重特大。因而,最具备根本性的难题是,托盘上的物件是不是能维持样子规格平稳、相对性牢固,或是很绵软,在较强的缩紧力下能形变。

图1 不一样样子的承载模块:竖直构造,与托盘齐平(左边A)、上边或正下方有突显位置(正中间B)、极为不规律放置的产品(右边C)(来源于:Polifilm)
除开承载模块类型许多外,销售市场上也有许多不一样的收拢包裝商品和方式。依据包裝全过程的不一样,有自动式、全自动收缩包装机及其手工制作收缩包装机。这种机器设备在收拢包裝全过程中的速率、预拉申和薄膜负荷不一样。因而矿泉水瓶收拢包装袋子自动式包装流水线上的随意臂全自动包装机比全自动旋转台收缩包装机的速率高于很多。每个系统软件选用独特的预拉申模块,来明确预拉申,并为特殊的工作做准备(图2)。当薄膜的拉申超出了峰点,做到了再拉申便会导致握持力提升的地区。这时,高聚物链房屋朝向了拉申方位(设备方位,MD),因而主要表现出了较大 的握持力。这也是为什么必须订制薄膜,便于在特殊的收拢包装设计中得到 物件和托盘特殊融合需要的特点。
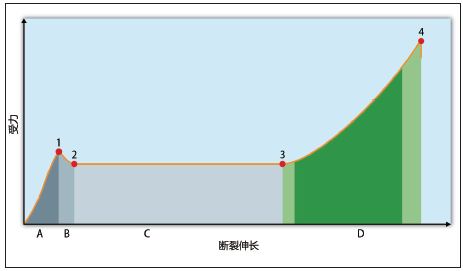
图2 收缩膜的伸展主要表现,关键伸长区(A)、峰点(C)和工作区域(D)(来源于:Polifilm)
收缩膜的种类
总体来说,收缩膜能够依据之上的规定,在下列种类中开展区别(图3):
◆ 延伸率低、握持力好;
◆ 延伸率中等水平,握持力中等水平;
◆ 延伸率很高。
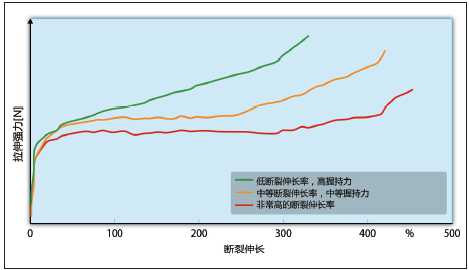
图3 薄膜在低拉伸强度和高握持力;中等水平拉伸强度、中等水平握持力和极高拉伸强度时的拉申超强力-破裂伸展平面图(来源于:Polifilm)
但是不是大部分薄膜都必须有很多层呢?在销售市场上,有关收缩膜究竟应当有多少层才可以得到 平稳承载模块的探讨许多。以往,关键选用单面和三层薄膜,如今,5、7、9层是标准规范。可是,如今的发展趋势是11层或十三层,而且早已有可以生产加工27、33或是达到55层的系统软件。
一些仍然在销售市场上商品流通的专业术语,例如双层或单面薄膜,并沒有开展非常好的界定,由于沒有统一可遵照的什么是双层、什么是单面薄膜的界定。一个很重要的难题是,是不是叠加层数越多,性能就越高?比如,若薄膜薄厚同样,55层膜是不是就比十三层膜的性能更强?为了更好地有利于更进一步探讨,假设这一十三层和55层薄膜是选用同样的全新流延膜生产流水线生产制造的。
调查多元性和多元性
与德国兰精企业的SML Maschinengesellschaft mbH和英国得克萨斯州米德兰市的陶氏包裝及特种塑料企业一起协作,Polifilm生产制造出了薄厚为12、15、23µm的薄膜。SML PowerCast XL生产流水线联接着7台挤塑机(2x90/33;5x75/33),一支直徑为1600Mm、宽幅为5000Mm的制冷辊,及其全自动宽槽磨具(4800),最大速率为850 m/min。两根同样的生产流水线仅有入料段一部分的构造是不一样的(图16见层的分离出来)。

图16 共挤13和55层薄膜的层构造:挤塑机A、D~G,各层薄厚占总薄厚的10%,挤塑机B和C,各层薄厚占25%(来源于:Polifilm)
薄厚如下图所示,宽幅为500mm的收缩膜选用一样的加工工艺主要参数开展生产加工。秘方中的拉申和握持力有差别,以体现商业行为的必须(表1)。陶氏高压聚乙烯薄膜如Elite AT 6111(选用Elite AT技术性生产加工成的丁二烯-辛烯聚合物)考虑了高性能薄膜的规定。
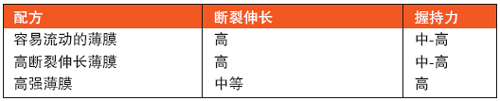
表1 12层和55层生产线上检测的秘方简述(来源于:Polifilm)
检测
丹麦Deerlijk的ESTL 企业的FPT-750薄膜检测系统软件被用以检测薄膜(图5)。依照不一样的预拉申、测试速度,检测了很有可能的较大 预拉申破裂伸展、穿刺术和抗震等级性能。采用了基本的4000 mm/s包复速率。

图5 检测设备和全过程:来源于ESTL(左)的FPT-750,及其在检测托盘(中)上做的具体穿刺术检测和圆盘式检测(右)(来源于:Polifilm))
用来源于英国得克萨斯州怀俄明市Highlight Industries 有限责任公司的转动台式一体机包覆机对检测托盘开展了评测。薄膜选用规范的包复程序流程开展包复,并依据对托盘四角和表层的握持力,及其依照包裝方案所采用的收缩膜的抗穿刺术性能评定了薄膜的性能。
此外,仍在试验室内对薄膜开展了落锤试验(ASTM项下DD实验,1709-01),并顺着设备方位开展了埃尔门多夫撕破实验。

图6 十三层和55层薄膜的拉申超强力-破裂伸展图。a) 薄厚为12、15、23μm的易流动性薄膜;b)12、15 μm的高强度薄膜;c)高破裂伸展薄膜,薄厚15、 23 μm (来源于:Polifilm)
评定
运用所述叙述的生产制造和测试标准,测出了3800个数据信息点,并依据表1评定了秘方。对不一样种类和薄厚的十三层和55层薄膜的特点(抗穿刺术、抗震等级、撕破抗压强度、破裂伸展、落锤性能、埃尔门多夫撕破性能、运用检测和握持力等)开展了比照,結果发觉,无论是十三层還是55层,统计分析误差显示信息的差别不显著。
较为极限测试程序流程纪录的拉申超强力和拉伸强度, 能够获得类似的結果。在13、55层薄膜生产流水线的“極限曲线图”中,较为了一种薄厚、一种秘方的便于流动性薄膜(图6a)和超强力薄膜。
不一样层构造的薄膜的拉伸强度或握持力沒有发觉有明显的区别。将握持力与薄膜薄厚相对性应,开展规范化,获得了依薄厚转变的曲线图,那样,具备不一样薄厚的薄膜能够立即开展较为。不一样层构造的高拉伸强度的薄膜都没有明显的差别(7c)。

图7 15μm厚的11层、十三层和55层的高延伸率薄膜的拉申力 - 延伸率图(来源于:Polifilm)
在进一步的检测中,调查了类似秘方以类似生产制造标准,在SML 11层生产流水线的主要表现。这里,纪录到的特点值再度基本上与十三层和55层生产流水线的纪录一样(图7)。
结果
普遍的检测显示信息,用以固定不动承载模块的收缩膜能够在全新一代的11、13及其55层流延膜生产流水线生产制造,在薄厚同样的状况下,性能一样。并且,在此项工作上还发觉,取得成功还依赖于常用的原料、薄膜秘方及其加工工艺主要参数。针对生产流水线的把控工作能力以及清理水平也对保证平稳一致的品质十分关键。
决策性能的是合乎特殊运用的秘方,实际需依据商品言则。为了更好地服务项目日益突出的运送销售市场所必须的牢固、可持续性承载模块的安全系数的必须,掌握包裝运送全过程和高度一致品质是不可或缺的。
来源于:荣格







