



















公司信息及水印




| 牌号简介 About |
|---|
| Hiprolon® 200 FN是一种由可再生资源生产的聚酰胺。该等级为聚酰胺10.10纯树脂。 |
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.04 | g/cm³ | ISO 1183 |
|
吸水率 Water Absorption |
|||
|
平衡,23℃,50% RH Equilibrium, 23 ℃, 50% RH |
0.80 | % | ISO 62 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
1200 | MPa | ISO 527-2 |
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
||
|
屈服 yield |
注册或登录后
所有资料免费
|
MPa | ISO 527-2 |
|
拉伸应变 Tensile strain |
注册或登录后
所有资料免费
|
||
|
断裂 fracture |
注册或登录后
所有资料免费
|
% | ISO 527-2 |
|
弯曲模量 Flexural Modulus |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
注册或登录后
所有资料免费
|
ISO 179/1eA | |
|
-30℃ -30℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179/1eA |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179/1eA |
|
简支梁无缺口冲击强度 Charpy Unnotched Impact strength |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
-30℃ -30℃ |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 HDT |
注册或登录后
所有资料免费
|
||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
注册或登录后
所有资料免费
|
℃ | ISO 75-2/A |
|
熔融温度 Melting temperature |
注册或登录后
所有资料免费
|
℃ | ISO 11357-3 |
|
补充信息 Supplementary information |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
ISO Shortname ISO Shortname |
注册或登录后
所有资料免费
|
ISO 1874 | |
|
Renewable Carbon Conent Renewable Carbon Conent |
注册或登录后
所有资料免费
|
% | ASTM D6866 |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
|
【新闻资讯】查看全部 
干货!2022年中国聚氨酯行业龙头企业分析——万华化学:聚氨酯行业的
2021-12-22 搜料网资讯: 1、中国聚氨酯行业龙头企业全方位对比 聚氨酯产品具有低温柔顺性好、抗冲击性高、回弹范围广、粘结性好等诸多优良性能,用途广泛。随着经济发展和消费升级,将逐 |
|
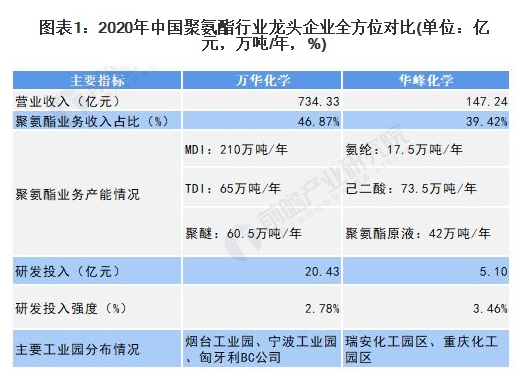
干货!2022年中国聚氨酯行业龙头企业分析——万华化学:聚氨酯行业的 搜料网资讯:1、中国聚氨酯行业龙头企业全方位对比 聚氨酯产品具有低温柔顺性好、抗冲击性高、回弹范围广、粘结性好等诸多优良性能,用途广泛。随着经济发展和消费升级,将逐渐成为传统材料的理性替代品。目前我国聚氨酯企业呈高速发展势头。 万华化学和华峰化学均为我国聚氨酯行业的龙头企业。经营业绩方面,万华化学较华峰化学具有明显优势,2020年实现营业收入734.33亿元;技术研发方面,万华化学研发投入较高,2020年,万华科学研发投入为20.43亿元,但研发强度略低于华峰化学,为2.78%。从产能建设方面来看,万华化学现具有210万吨/年的MDI产能,65万吨/年的TDI产能,以及60.5万吨/年的聚醚产能。
2、万华化学:聚氨酯业务的布局历程 1996年,万华化学MDI装置年产量首次突破1万吨,2001年,公司上市,次年,MDI产能达10万吨/年。2015年,万华化学搭建起聚氨酯、石化、精细化学品三大产业平台。2020年,万华化学已发展成为极具竞争优势的聚氨酯、石化、精细化学品及新材料供应商。
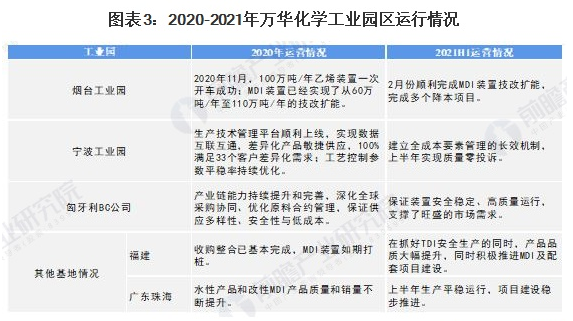
3、万华化学:聚氨酯业务布局及运营现状 ----聚氨酯业务运营情况 ----已建成烟台、宁波、匈牙利三大一体化化工工业园 目前,万华化学已建成烟台、宁波、匈牙利三大一体化化工工业园,此外,万华化学加大产业投资,在福建、广东等地进行布局,提高产品供应能力。2021年,公司主要聚焦于“降本提效”,从高质量投资、低成本采购、精益生产、卓越营销、高效运营等维度进行梳理,提升公司精细化管理能力。公司各园区运行情况如下图所示:
----产销量均呈上升趋势 2018-2020年,万华化学聚氨酯业务产销量均呈上升趋势。2020年,万华化学聚氨酯系列产量为287.18万吨,销量为288.44万吨,产销率为100.44%。整体来看,需求大于供给。
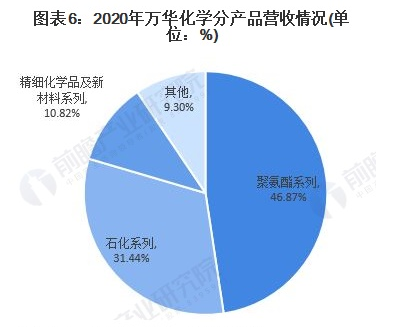
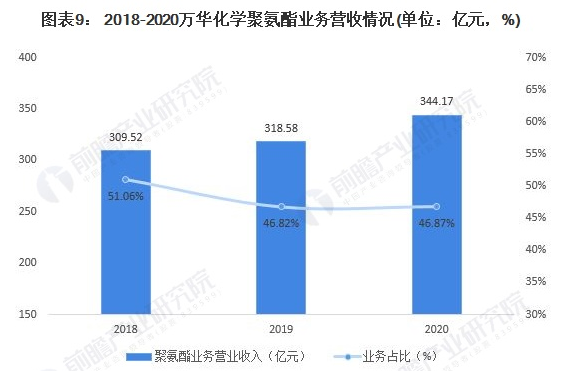
----聚氨酯业务营收情况:为公司业务收入的主要来源 万华化学聚氨酯业务主要包括提供 MDI、TDI、聚醚多元醇等产品,2020年,万华化学聚氨酯业务实现营业收入344.17亿元,同比上涨8.03%,其营收占比最高,为46.87%。
----聚氨酯业务区域布局:布局国内外 2020年,万华化学国内外收入相差不大,国内实现销售收入363.95亿元,比为50.35%;国外实现销售收入358.85亿元,占比为49.65%。
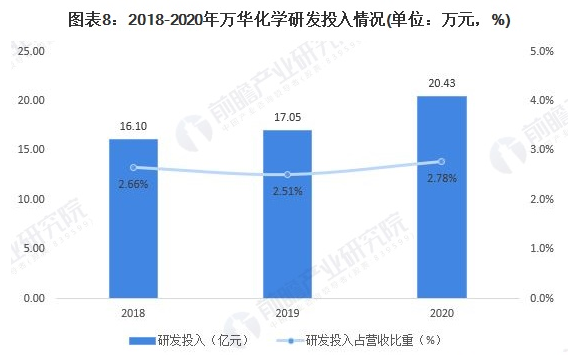
----聚氨酯业务研发投入情况: 研发投入逐年升高,研发强度波动变化 2018-2020年,公司的研发投入逐年升高,研发强度波动变化。目前,万华已经形成了从基础研究、工程化开发、工艺流程优化到产品应用研发的创新型研发体系,成功组建了“国家聚氨酯工程技术研究中心”、“聚合物表面材料制备技术国家工程实验室”、“国家认定企业技术中心”、“企业博士后科研工作站”等行业创新平台,承担建设“国家技术标准创新基地(化工新材料)”。2020年,公司研发投入为20.43亿元,研发强度为2.78%,较2019年增长0.27个百分点。
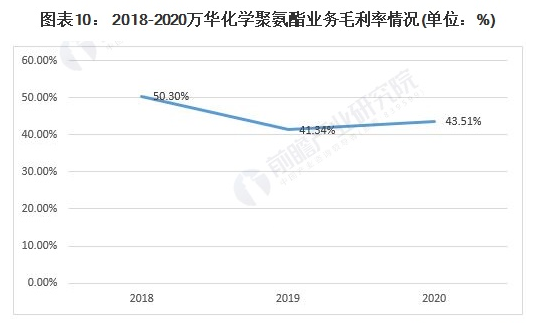
4、万华化学:聚氨酯业务经营业绩 2018-2020年,万华化学聚氨酯业务收入呈上升趋势,业务收入占比在46-52%之间波动变化。 2020年,万华化学聚氨酯业务收入,毛利率均较2019年有所增加,主要由于聚氨酯产品销量增加,单位成本下降所致。2020年,万华化学聚氨酯业务收入为344.17亿元,毛利率为43.51%。
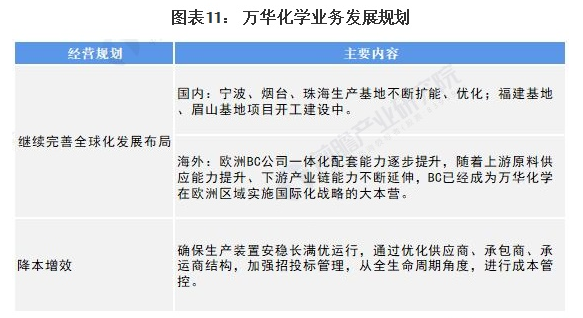
5、万华化学:聚氨酯业务发展规划 2021年,公司将继续完善全球化发展布局,同时,在全范围内开展降本提效工作。具体内容如下:
|



|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
抱歉!该牌号暂无认证数据。
价格走势图
抱歉!该牌号暂无认证数据。
抱歉!暂无数据。
抱歉!暂无数据。



















 支付宝
支付宝 微信支付
微信支付